
ፒኢቲ ፍሌክ/ቆሻሻ የእርጥበት ማስወገጃ ክሪስታላይዘር





የመተግበሪያ ናሙና
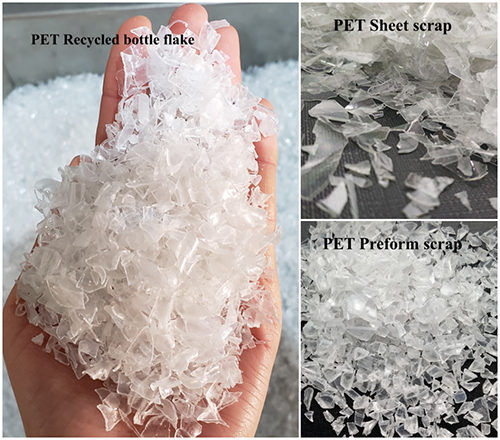
| ጥሬ እቃ | PET እንደገና ጥቅም ላይ የዋለ ፍሌክ/PET ሉህ ጥራጊ/PET Preform ጥራጊ |
|
| ማሽንን መጠቀም | LDHW-600*1000 |  |
| ማድረቂያ እና ክሪስታላይዝድ የሙቀት መጠን ስብስብ | 180-200℃በጥሬ ዕቃው ንብረት ሊስተካከል ይችላል። | |
| ክሪስታላይዝድ የሰዓት ስብስብ | 20 ደቂቃ | |
| የመጨረሻ ቁሳቁስ | ክሪስታላይዝድ እና የደረቁ PET ጥራጊዎች እናየመጨረሻው እርጥበት 30 ፒ.ኤም ያህል ሊሆን ይችላል | 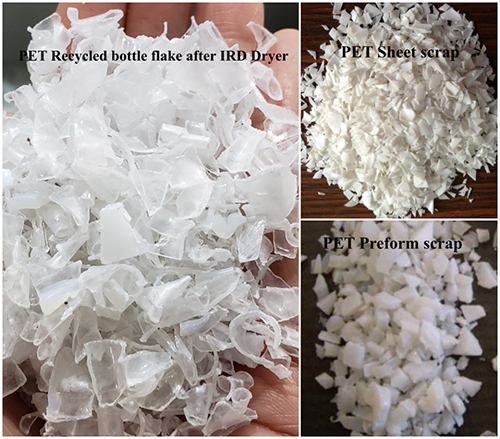 |
እንዴት እንደሚሰራ
መመገብ/በመጫን ላይ
ደረቅ እና ክሪስታላይዜሽን ማቀነባበር
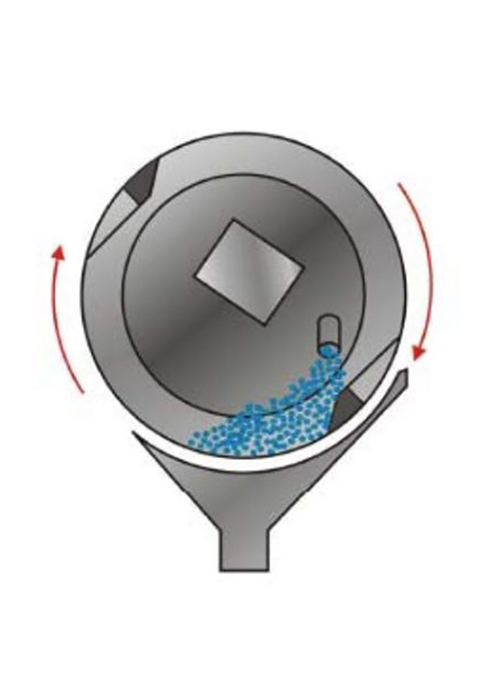
በመሙላት ላይ
>>በመጀመሪያ ደረጃ ዒላማው እቃውን ወደ ቀድሞው የሙቀት መጠን ማሞቅ ብቻ ነው።
በአንፃራዊነት ቀርፋፋ ፍጥነት ከበሮ መሽከርከርን ይለማመዱ፣ የማድረቂያው የኢንፍራሬድ አምፖሎች ሃይል ከፍ ባለ ደረጃ ላይ ይሆናል፣ ከዚያም የ PET እንክብሎች የሙቀት መጠኑ ወደ ቀድሞው የሙቀት መጠን እስኪጨምር ድረስ ፈጣን ማሞቂያ ይኖራቸዋል።
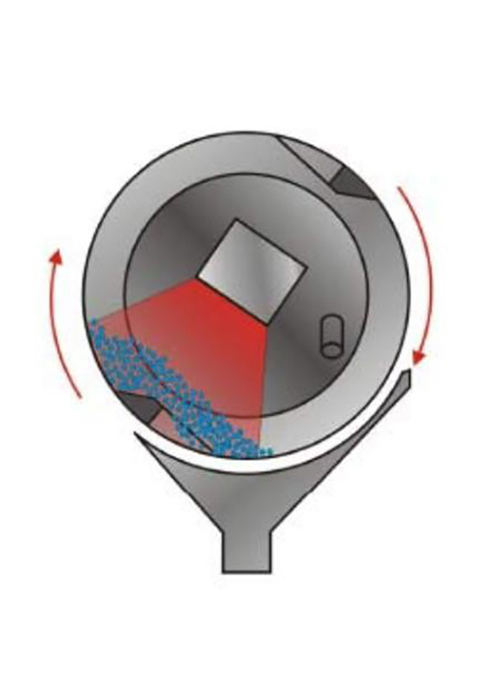
>> የማድረቅ እና ክሪስታላይዜሽን ደረጃ
ቁሱ ወደ ሙቀቱ ከደረሰ በኋላ የቁሱ መጨናነቅን ለማስወገድ የከበሮው ፍጥነት ወደ ከፍተኛ የማሽከርከር ፍጥነት ይጨምራል።በተመሳሳይ ጊዜ, ማድረቂያውን ለመጨረስ የኢንፍራሬድ መብራቶች ኃይል እንደገና ይጨምራል.ከዚያም ከበሮው የሚሽከረከርበት ፍጥነት እንደገና ይቀንሳል.በተለምዶ የማድረቅ ሂደቱ ከ15-20 ደቂቃዎች በኋላ ይጠናቀቃል.(ትክክለኛው ጊዜ በእቃው ንብረት ላይ የተመሰረተ ነው)
>> የማድረቅ ሂደቱን ከጨረሰ በኋላ፣ IR Drum በራስ-ሰር እቃውን ይለቀቅና ከበሮውን ለቀጣዩ ዑደት ይሞላል።
አውቶማቲክ መሙላት እና ለተለያዩ የሙቀት መወጣጫዎች ሁሉም ተዛማጅ መለኪያዎች በዘመናዊ የንክኪ ማያ መቆጣጠሪያ ውስጥ ሙሉ ለሙሉ የተዋሃዱ ናቸው.ለአንድ የተወሰነ ቁሳቁስ መለኪያዎች እና የሙቀት መገለጫዎች ከተገኙ በኋላ ፣የሴቶች መቼቶች በቁጥጥር ስርዓቱ ውስጥ እንደ የምግብ አዘገጃጀት መመሪያ ሊቀመጡ ይችላሉ።
የእኛ ጥቅም
በመደበኛነት የ PET ጠርሙስ ፍሌክስ ወይም የሉህ ፍርፋሪ ከመጀመሪያው የእርጥበት መጠን እስከ 10000-13000 ፒፒኤም።የ PET ጠርሙስ ፍሌክስ ወይም የቆርቆሮ ቅሪት (ድንግል ወይም ድብልቅ) በ 20mins ውስጥ በኢንፍራሬድ ክሪስታል ማድረቂያ ውስጥ እንደገና ይገለጻል ፣ የማድረቂያው የሙቀት መጠን 150-180 ℃ እና እስከ 50-70 ፒፒኤም ይደርቃል ፣ ከዚያም ለቀጣይ ሂደት ወደ ነጠላ ስፒውት ማስወገጃ ስርዓት ይመገባል።
● የ viscosity የሃይድሮሊክ መበላሸት መገደብ።
● ከምግብ ጋር ግንኙነት ላላቸው ቁሳቁሶች የ AA ደረጃን መጨመርን ይከላከሉ።
● የምርት መስመሩን አቅም እስከ 50% ማሳደግ
● ማሻሻል እና የምርት ጥራት የተረጋጋ ማድረግ - የእቃው እኩል እና ሊደገም የሚችል የግቤት እርጥበት ይዘት
● ከተለመደው የማድረቅ ስርዓት እስከ 60% ያነሰ የኃይል ፍጆታ
● የተለያየ የጅምላ እፍጋቶች ያላቸው ምርቶች መለያየት የለም።
● ገለልተኛ የሙቀት መጠን እና የማድረቅ ጊዜ ተዘጋጅቷል
● ቀላል ማጽጃ እና ቁሳቁስ መቀየር
● ፈጣን ጅምር እና በፍጥነት ይዘጋል።
● ዩኒፎርም ክሪስታላይዜሽን
● ምንም እንክብሎች የሚጨቃጨቁ እና የሚጣበቁ አይደሉም
● በጥንቃቄ ቁሳዊ ሕክምና
የንጽጽር ሰንጠረዥ
| ንጥል | IRD ማድረቂያ | የተለመደ ማድረቂያ |
| መካከለኛ ማስተላለፍ | ምንም | ሙቅ አየር |
| ሙቀት ማስተላለፍ | ሁለቱም የውስጥ እና የውጭ ቅንጣቶች አንድ ላይ። | ከውጭ ወደ ውስጠኛው ክፍል ቀስ በቀስ. |
| ጉልበት | ከባህላዊ ማድረቂያ ጋር ሲወዳደር ቢያንስ 20 ~ 50% ሃይል ይቆጥቡ። | ብዙ ጉልበት ውሰድ። |
| የሂደቱ ጊዜ | 1. ክሪስታላይዜሽን እና ማድረቅ፡- በ8-15 ደቂቃ ውስጥ በአንድ ጊዜ ይከናወናሉ። 2. በአንድ ጊዜ ማድረቅ እና ክሪስታላይዜሽን | 1. ክሪስታላይዜሽን: ስለ 30 ~ 60 ደቂቃዎች. 2. ማድረቅ: ወደ 4 ~ 6 ሰአታት. |
| የእርጥበት ይዘት | 1. IRD ከተሰራ በኋላ ከ50-70 ፒፒኤም በታች። | 1. ቀድመው ያልተስተካከለ PET ወደ ክሪስታላይዝድ PET ለመቀየር 30~60 ደቂቃዎችን አሳልፉ። 2. ከ 200 ፒፒኤም በታች ለ 4 ሰዓታት ያህል የእርጥበት ማስወገጃ ከተሰራ በኋላ። 3. ከ 50 ፒፒኤም በታች ከ6 ሰአታት በላይ የእርጥበት ማስወገጃ ከተሰራ በኋላ። |
| የመምራት ጊዜ | 20 ደቂቃ | ከ 6 ሰዓታት በላይ. |
| የቁሳቁስ ለውጥ | 1. ቀላል እና ፈጣን። 2. በሰዓት የሚፈጀው የቁሳቁስ አቅም 1 ~ 1.5 ጊዜ ብቻ በቋት ማጠራቀሚያ ውስጥ አለ። | 1. አስቸጋሪ እና ቀስ ብሎ. 2. በሰዓት የሚፈጀው የቁሳቁስ መጠን 5 ~ 7 ጊዜ አቅም በ ክሪስታላይዘር እና ሆፐር ውስጥ አለ። |
| ኦፕሬሽን | ቀላል --- በ Siemens PLC ቁጥጥር
| ሥራ በሚጀምርበት ጊዜ ትንሽ ክሪስታላይዝድ ፒኤቲ (PET) ወደ ክሪስታላይዘር ማስገባት በጣም ከባድ ነው። |
| ጥገና | 1. ቀላል. 2. ዝቅተኛ የጥገና ወጪ. | 1. አስቸጋሪ. 2. ከፍተኛ የጥገና ወጪ. |
የማሽን ፎቶዎች

ከቁስ ነፃ ሙከራ
ልምድ ያለው መሐንዲስ ፈተናውን ያካሂዳል.የእርስዎ ሰራተኞች በጋራ መንገዶቻችን ላይ እንዲሳተፉ በአክብሮት ተጋብዘዋል።ስለዚህ በንቃት አስተዋፅዖ ለማድረግ እና ምርቶቻችንን በትክክል የማየት እድል አሎት።

የማሽን መጫኛ
>> የመጫን እና የቁሳቁስ ሙከራን ለማገዝ ልምድ ያለው መሐንዲስ ለፋብሪካዎ ያቅርቡ
>> የአቪዬሽን መሰኪያን ተጠቀም፣ ደንበኛው ማሽኑን በፋብሪካው ውስጥ ሲያገኝ የኤሌክትሪክ ሽቦውን ማገናኘት አያስፈልግም።የመጫን ደረጃን ለማቃለል
>> የኦፕሬሽን ቪዲዮውን ለመጫን እና ለማስኬድ መመሪያ ያቅርቡ
>> የመስመር ላይ አገልግሎት ድጋፍ






